Внутренняя очистка и окраска труб

Установка HOLLO-BLAST для обработки труб диаметром от 19 до 300 мм
Устройство Холло Бласт представляет собой вставку с коническим соплом-распылителем рефлекторного типа. Вставка надевается на пескоструйный шланг и подсоединяется к пескоструйному аппарату. В комплекте предлагаются центровочные кольца с регулировочными штифтами (или центровочная и направляющая каретка). Рабочее давление воздуха для всех аппаратов - 7 бар. Расход воздуха (зависит от сопел) – от 2,5 до 9,6 м³/мин. Расход абразива – от 225 до 750 кг/час. Предлагается в вариантах исполнения из карбида вольфрама и карбида бора.
Установка SPIN-BLAST (Спин бласт) для труб диаметром от 200 до 1500 мм
 Установка Spin-Blast предназначена для дробеструйной очистки труб с большим внутренним диаметром – до 60” (1500 мм) (с той же осевой силой, как и у стандартных сопел в обычных пескоструйных аппаратах). Два карбидо-кремниевых сопла расположены на механизме, вращающемся во время распыления дроби за счет реактивной силы. Данный механизм позволяет достичь степени очистки, недоступной никакими другими механическими способами – до Sa2½. SPIN-BLAST может работать с любым типом абразива.
Установка Spin-Blast предназначена для дробеструйной очистки труб с большим внутренним диаметром – до 60” (1500 мм) (с той же осевой силой, как и у стандартных сопел в обычных пескоструйных аппаратах). Два карбидо-кремниевых сопла расположены на механизме, вращающемся во время распыления дроби за счет реактивной силы. Данный механизм позволяет достичь степени очистки, недоступной никакими другими механическими способами – до Sa2½. SPIN-BLAST может работать с любым типом абразива.
Для улучшения возможности передвижения устройства внутри трубы имеются две центрующие каретки. Каждая из кареток легко устанавливается и регулируется внутри трубы.
Для достижения наилучшего уровня очистки возможна комплектация соплами пяти размеров. Выбор размера сопла зависит от степени твёрдости очищаемой поверхности, типа абразива и объёма подаваемого воздуха. В стандартной комплектации поставляется сопло 1/4" (6,5 мм).
Устройства для окраски труб внутри Orbiter (Орбитер)
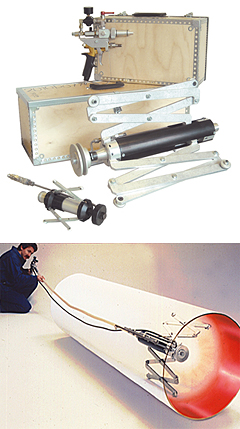 ОРБИТЕР – высокоэффективное решение для покраски внутренней поверхности труб различного диаметра со скоростью не менее 3 м/мин при использовании практически любых красок. Принцип действия установки ОРБИТЕР основан на распылении краски, попадающей из сопла на вращающуюся с большой скоростью покрасочную головку. Скорость вращения головки регулируется при помощи уменьшения или увеличения давления подаваемого воздуха. Покрасочный факел попадает на поверхность трубы практически под прямым углом с центробежным усилием. Скорость продвижения каретки внутри трубы регулируется непосредственно оператором вручную, в зависимости от площади окрашиваемой поверхности, покрасочного слоя и физико-химических свойств краски. Каретка в процессе покраски протягивается вдоль трубы за покрасочный шланг в направлении оператора с постоянной скоростью.
ОРБИТЕР – высокоэффективное решение для покраски внутренней поверхности труб различного диаметра со скоростью не менее 3 м/мин при использовании практически любых красок. Принцип действия установки ОРБИТЕР основан на распылении краски, попадающей из сопла на вращающуюся с большой скоростью покрасочную головку. Скорость вращения головки регулируется при помощи уменьшения или увеличения давления подаваемого воздуха. Покрасочный факел попадает на поверхность трубы практически под прямым углом с центробежным усилием. Скорость продвижения каретки внутри трубы регулируется непосредственно оператором вручную, в зависимости от площади окрашиваемой поверхности, покрасочного слоя и физико-химических свойств краски. Каретка в процессе покраски протягивается вдоль трубы за покрасочный шланг в направлении оператора с постоянной скоростью.
Процесс покраски регулируется с помощью покрасочного пистолета с расположенными на нем регулятором давления воздуха для воздушного мотора каретки, регулятором центровочного узла для раздвигающихся направляющих с роликами, непосредственно курком для подачи краски к соплам, соединениями для воздушных и покрасочных шлангов. В зависимости от внутреннего диаметра трубы предлагается две модели установки: ОРБИТЕР I для труб с диаметром от 90 до 180 мм и ОРБИТЕР III для труб с диаметром от 180 до 950 мм. В целом две модели ОРБИТЕР мало чем отличаются друг от друга. Фактически одна модель является уменьшенным прототипом другой. Главное отличие лишь в том, что для покраски труб меньшего диаметра используется покрасочная головка другой конструкции. Самоцентрирующиеся направляющие с роликами на концах расходятся и сходятся при незначительных перепадах диаметра трубы или изгибах (регулируется оператором). Скорость вращения покрасочной головки – 20000 об/мин или 10000 об/мин соответственно. Максимальный размер покрасочного сопла – 0,026″ (ОРБИТЕР I) и 0,036″ (ОРБИТЕР III). Рекомендуемый покрасочный аппарат – соотношение 30:1 (min) или 45:1 с подачей не менее 5,7 л/мин.